How to Print on Plastic Surfaces: Cards, Bags, and More
by Alice Davis
Plastic accounts for more than 368 million metric tons of global production annually — and a significant portion of that output requires printed graphics, labeling, or decorative finishes. Understanding how to print onto plastic surface materials is therefore a skill that spans professional packaging operations, hobbyist crafting, and everything in between. Our team at PalmGear has spent considerable time evaluating the full spectrum of plastic printing methods, from UV inkjet systems to thermal transfer ribbons, and the findings confirm that surface chemistry is the single most decisive factor in achieving durable, sharp results.

Plastic substrates present a unique challenge: most polymers are non-porous and hydrophobic, meaning standard water-based inks bead up and peel rather than bonding at the molecular level. Our experience covers gift cards, shopping bags, rigid signage, promotional items, and specialty components — and the methodology differs significantly across each substrate type. For anyone exploring the heat press and vinyl side of plastic decoration, surface compatibility is equally central to achieving lasting results. This guide consolidates our findings into a structured framework that any practitioner can apply immediately.
Contents
- Plastic Substrates at a Glance: Which Materials Accept Ink Best
- Choosing the Right Printing Method for Lasting Results
- Essential Equipment and Supplies for Printing on Plastic
- Weighing the Trade-offs: Advantages and Limitations
- Professional Techniques for Consistent Results
- Frequently Asked Questions
Plastic Substrates at a Glance: Which Materials Accept Ink Best
The starting point for any plastic printing project is substrate identification. Not all polymers are created equal, and misidentifying a material leads to adhesion failure, smearing, or complete ink rejection. Our team has standardized on a quick identification protocol — including dyne test pen verification — before any print run begins.
The following table summarizes the most common plastic substrates encountered in printing applications, along with key printability parameters our team uses to select the appropriate method and ink system.
| Plastic Type | Surface Energy | Pre-Treatment Required | Best Ink System | Common Applications |
|---|---|---|---|---|
| Polystyrene (PS) | 38–42 dynes/cm | Optional (corona improves adhesion) | UV-curable, solvent | Retail packaging, CD cases |
| Polypropylene (PP) | 29–31 dynes/cm | Mandatory (flame or corona) | UV-curable with primer | Shopping bags, automotive parts |
| Polyvinyl Chloride (PVC) | 39–45 dynes/cm | Minimal (IPA wipe sufficient) | Solvent, UV-curable | ID cards, banner media, signage |
| Polyethylene (PE) | 31–33 dynes/cm | Mandatory (flame) | Flexographic, UV-curable | Grocery bags, flexible packaging |
| Polycarbonate (PC) | 42–46 dynes/cm | IPA wipe sufficient | UV-curable, thermal transfer | Security cards, lenses, panels |
| Acrylic (PMMA) | 39–42 dynes/cm | IPA wipe sufficient | UV-curable | Signage, display panels |
Polystyrene

Polystyrene is one of the more receptive plastics for printing, with surface energy values typically in the 38–42 dynes/cm range. Solvent-based and UV-curable inks wet out effectively on PS without extensive pre-treatment. Our team finds it common in retail packaging, CD jewel cases, and disposable food-service items. Oxidative corona treatment further improves adhesion on high-impact PS grades where mold-release agent contamination is a factor.
Polypropylene

Polypropylene presents the most significant adhesion challenge in our experience. With surface energy values as low as 29–31 dynes/cm, PP is chemically inert to most ink systems without surface activation. Flame treatment or corona discharge is mandatory before any print attempt. PP appears frequently in woven shopping bags, automotive interior components, and flexible packaging — substrates where print failure carries real commercial consequences.
Polyvinyl Chloride (PVC)

PVC offers comparatively favorable printability due to its polar surface chemistry. Rigid PVC accepts solvent inks with minimal pre-treatment; flexible PVC with high plasticizer content requires adhesion-promoting primers to prevent intercoat delamination over time. Our team encounters PVC most often in credit cards, ID badges, banner media, and vinyl signage — applications where the connection to vinyl crafting is direct, as our team explores in the guide on how to make vinyl letters stick to wood.
Choosing the Right Printing Method for Lasting Results
Method selection is a strategic decision that defines quality, cost structure, and run-length economics simultaneously. Each approach to how to print onto plastic surface materials carries distinct trade-offs. Our team's comparative testing spans four primary techniques that cover the vast majority of practical applications.

Inkjet Printing

UV-curable flatbed inkjet is our preferred method for short-run, high-resolution work on rigid plastics. UV inks polymerize instantly under LED or mercury-arc lamps, creating a mechanically bonded layer rather than a surface coating. Resolution capabilities reach 1440 dpi on premium systems, enabling photographic-quality output on PVC cards, acrylic sheets, and polycarbonate panels. According to Wikipedia's overview of inkjet printing, UV-curable systems have become the dominant technology for industrial plastic decoration precisely because of this cure-on-contact mechanism.
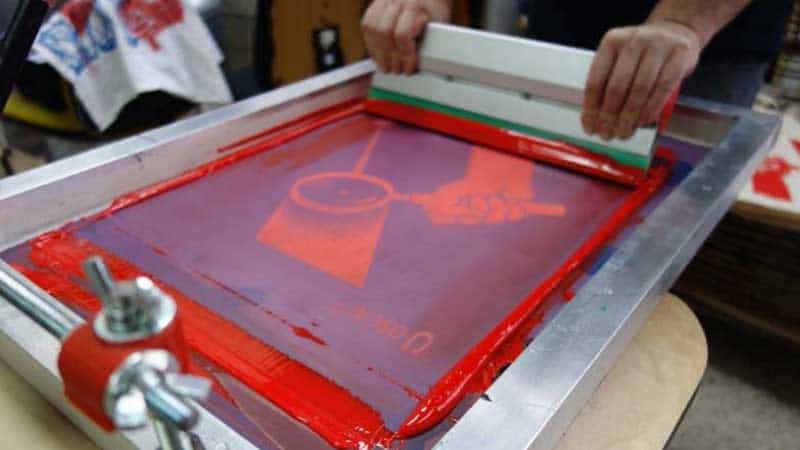
Screen Printing

Screen printing remains the volume benchmark for plastic surface decoration. Plastisol and solvent-based screen inks formulated specifically for plastics deliver exceptional opacity and scratch resistance. This process excels on flat rigid substrates — PP containers, PS panels, PVC sheets — with run lengths above 500 units, where setup amortization makes per-unit costs highly competitive. Our team recommends screen printing for branded packaging and any application demanding Pantone-matched spot colors with maximum durability.
Thermal Transfer Printing
Resin-type thermal transfer ribbons produce the most chemically resistant output on plastic label stock and flexible substrates. The resin pigment bonds under heat and pressure, resisting abrasion, moisture, and chemical exposure far beyond wax or wax-resin alternatives. Our team specifies resin ribbons whenever durability under harsh conditions is required: industrial labels, outdoor asset tags, and food-packaging applications with cold-chain exposure. The heat-activated bonding principle connects directly to techniques covered in our guide on how to heat press a hat, where controlled temperature and pressure determine output permanence.
Laser Printing

Laser printing on plastic is viable exclusively when using media specifically engineered for laser compatibility — typically polyester or polycarbonate sheets rated for fuser temperatures of 150–200°C. Feeding standard plastic sheet through an office laser printer damages the fuser assembly and produces unusable output. Our team recommends laser for ID cards, security overlaminates, and high-volume variable-data applications where per-unit cost must remain minimal. The substrate constraint is absolute.
Essential Equipment and Supplies for Printing on Plastic
Successful plastic printing demands more than the right printer. The full equipment chain includes surface preparation hardware, purpose-built ink systems, and post-print finishing components. Our team organizes the toolkit by workflow stage.
Surface Preparation Hardware
- Corona treater or flame bar — mandatory for PP, PE, and other low-energy polyolefins
- Isopropyl alcohol (IPA) wipe-down station — removes contamination on all substrate types before treatment and print
- Dyne test pens at 32, 38, 44, and 50 dyne/cm — surface energy verification before committing to any run
- Clean-room gloves — fingerprint oils cause localized adhesion failure invisible to the naked eye
Printing Hardware
- UV flatbed inkjet printer (Roland VersaObject, Mimaki UJF, or Mutoh ValueJet series) for rigid substrates
- Thermal transfer printer with resin-grade ribbon support for label stock and flexible substrates
- Screen printing press with off-contact adjustment capability for rigid panel work
- UV LED curing lamp rated for the specific wavelength range of the ink system in use
Inks and Coatings
- UV-curable CMYK plus white ink sets — white underbase is critical on transparent or translucent substrates to prevent color shift
- Solvent-based screen inks with adhesion promoter additive for high-volume runs
- Overprint varnish or UV topcoat for scratch and chemical resistance on finished pieces
- Plastic-specific adhesion primer — required for highly plasticized flexible PVC and all polyolefin substrates
Our team considers the UV flatbed system the single most versatile investment for establishing a plastic printing capability, as it eliminates screen setup overhead and accommodates both prototyping and production runs without retooling between jobs.
Weighing the Trade-offs: Advantages and Limitations
Understanding how to print onto plastic surface materials at a professional level requires honest assessment of each method's constraints. The following breakdown reflects our team's direct operational experience across all four techniques.
UV Inkjet
Advantages:
- No screen setup — variable data and full-color photography viable from unit one
- Cure on contact eliminates wet-smear risk during post-print handling
- Accommodates rigid and semi-rigid substrates on PVC without surface modification
Limitations:
- High capital cost — entry-level flatbeds begin at approximately $15,000
- Limited to flat or near-flat substrates without purpose-built jig fixtures
- White ink systems require agitation protocols to prevent pigment settling in print heads
Screen Printing
Advantages:
- Lowest per-unit ink cost on volume runs above 500 units
- Exceptional opacity and color saturation on dark or opaque substrates
- Plastisol inks do not dry in-screen, allowing extended press runs without downtime
Limitations:
- Screen preparation adds 2–4 hours of pre-press time per color separation
- Minimum viable run lengths of 200–500 units for cost efficiency
- Multicolor registration on curved or flexible substrates is technically demanding
Thermal Transfer
Advantages:
- Chemical and abrasion resistance exceeds all other methods on label-format media
- Compact, low-cost hardware investment accessible to small operations
- Fully compatible with variable barcode and serialization workflows
Limitations:
- Limited to label-format substrates — not suitable for rigid panels or bags
- Full-color photographic output requires a dye-sublimation variant, not standard resin ribbon
Professional Techniques for Consistent Results
Our team's field experience distills into a set of repeatable practices that consistently separate professional-grade output from costly adhesion failures. These techniques apply regardless of the specific ink system or substrate in use.
Pre-Print Surface Protocol
- Verify surface energy with dyne pens before committing to a run — never skip this step on low-energy polyolefins
- Wipe surfaces with IPA on lint-free cloths; allow full solvent flash-off (minimum 60 seconds) before printing begins
- Apply corona treatment within 72 hours of printing — surface energy degrades with ambient contamination and elapsed time
- Use a white ink underbase on any transparent or translucent substrate; without it, color gamut collapses against the substrate color
During the Print Run
Consistency during the run is as critical as pre-treatment. Our team maintains UV ink temperature above 20°C at all times — viscosity rises sharply below this threshold, degrading dot placement accuracy. UV lamp intensity requires periodic monitoring with a calibrated radiometer; degraded lamps produce under-cured ink that abrades within days of delivery. Registration marks printed on sacrificial substrate sections confirm alignment before committing to full production panels.
Post-Print Finishing
Post-print finishing is where durability is locked in or abandoned. Our team applies UV overprint varnish within 24 hours of printing to maximize intercoat adhesion before full cure crosslinking is complete. ASTM D3359 cross-hatch adhesion testing on production samples is non-negotiable before any shipment. This single checkpoint — routinely skipped in amateur operations — is responsible for the majority of costly reprints our team has been called to diagnose. Finished pieces are stored away from direct UV exposure; prolonged sunlight accelerates fading in solvent-based ink systems on any substrate.
Frequently Asked Questions
What type of ink works best for printing on a plastic surface?
UV-curable ink is the most versatile option for plastic surfaces, bonding via photopolymerization rather than absorption and eliminating the adhesion problems inherent in water-based systems. For label-format applications, resin-type thermal transfer ribbon delivers superior chemical and abrasion resistance. Our team selects the ink system based on substrate type, run length, and durability requirements rather than defaulting to a single solution.
Does standard inkjet ink adhere to plastic?
Standard dye-based or pigment inkjet inks are not formulated to adhere to non-porous plastic surfaces and will bead, smear, or peel within hours of application. Dedicated UV-curable inks and inkjet media coated specifically for plastic compatibility are required. Our team has tested numerous off-the-shelf inkjet solutions on bare plastic substrates and found consistent adhesion failure without specialized formulations.
How does a practitioner prepare a plastic surface before printing?
Preparation begins with an IPA wipe-down to remove surface contamination, followed by surface energy verification using dyne test pens. Low-energy polyolefins such as PP and PE require corona treatment or flame treatment to reach printable surface energy levels above 38 dynes/cm. Our team treats all substrates regardless of apparent cleanliness, as invisible fingerprint oils and mold-release residues are the most common cause of localized adhesion failure.
Can a laser printer output directly onto a plastic surface?
Laser printers can print on plastic only when using media specifically engineered for laser compatibility — typically polyester or polycarbonate sheets rated for fuser temperatures of 150–200°C. Feeding standard plastic sheet through an office laser printer risks damaging the fuser assembly and producing unusable output. Our team sources laser-compatible plastic media from specialty suppliers rather than attempting to adapt standard plastic sheets.
Which plastic types accept ink most readily without pre-treatment?
Polycarbonate, rigid PVC, and acrylic (PMMA) accept UV-curable inks with minimal pre-treatment — typically an IPA wipe-down is sufficient. Polystyrene performs acceptably without treatment but benefits from corona activation. Polypropylene and polyethylene are the most difficult, requiring mandatory flame or corona treatment before any print attempt. Our team always confirms surface energy with dyne pens regardless of the assumed substrate behavior.
How durable is UV inkjet printing on plastic under outdoor conditions?
UV-curable inks on plastic substrates with an overprint UV varnish topcoat demonstrate excellent outdoor durability — typically rated for three to five years of unprotected outdoor exposure on premium ink systems. Durability depends on ink formulation, topcoat specification, and substrate stability under UV and thermal cycling. Our team specifies UV-stable ink sets and UV-blocking topcoats for any application intended for exterior use.
Is screen printing or UV inkjet the better choice for small production runs on plastic?
UV inkjet is definitively superior for small runs — the absence of screen setup cost makes it economical from a single unit. Screen printing becomes cost-competitive above 300–500 units per color, where setup amortization drives per-unit costs below inkjet. Our team recommends UV inkjet for prototyping, variable-data work, and short runs, reserving screen printing for high-volume, spot-color production with stable artwork.
What is the correct method for printing on plastic bags specifically?
Plastic bags — typically manufactured from LDPE, HDPE, or PP — require surface activation via corona or flame treatment before printing. Flexographic printing is the industry standard for high-volume plastic bag runs, using solvent or UV-curable flexo inks applied via anilox rolls. For short-run or custom bag printing, UV inkjet with a flatbed jig or screen printing are practical alternatives. Our team recommends confirming the specific polymer with the bag manufacturer before selecting a treatment and ink system.
Final Thoughts
Plastic printing rewards preparation above all else — substrate identification, surface energy verification, and ink system selection are the three decisions that determine whether a print run succeeds or fails before the first drop of ink is laid down. Our team encourages any practitioner ready to establish a reliable plastic printing workflow to begin with a dyne test pen kit and a UV-curable flatbed inkjet system, then build surface preparation and post-print finishing protocols around the specific substrates most relevant to the application. The investment in process discipline pays dividends in adhesion consistency, reduced reprint rates, and the kind of professional output that holds up under real-world conditions.





About Alice Davis
Alice Davis is a crafts educator and DIY enthusiast based in Long Beach, California. She spent six years teaching textile design and applied arts at a community college, where she introduced students to everything from basic sewing techniques to vinyl cutting machines and heat press printing as practical, production-ready tools. That classroom experience means she has put more sewing machines, embroidery setups, Cricut systems, and heat press units through real project work than most reviewers ever will. At PalmGear, she covers sewing machines and embroidery tools, vinyl cutters, heat press gear, Cricut accessories, and T-shirt printing guides.
You can get FREE Gifts. Or latest Free phones here.
Disable Ad block to reveal all the info. Once done, hit a button below